令和6年度あやせ就職面接会に参加します | 金属加工・プラズマ装置・油回収装置の【泉工業株式会社】

令和6年度あやせ就職面接会に参加します
本年度も、あやせ就職面接会に参加します。
ご興味のある方はぜひご応募ください。
【日 時】
令和6年7月19日(金)13:30~16:00
【場 所】
綾瀬市役所 7階市民展示ホール
予約制となっておりますので、事前にこちらのURLから内容をご確認ください。
あやせ就職面接会 ← こちらをクリック
社内イベント
2023年8月29日
泉工業では年に数回、従業員が楽しめるような様々な社内イベントを行っています。
今回は、8月中旬に行ったイベント「社内技能選手権 & バーべキュー(親睦会主催)」をご紹介します。
技能選手権では入社3か月の新人から30年以上のベテランが同じ加工を行って、出来栄えを競いました。新人はドキドキしながら、ベテランになればなるほどプライドがあるのか真剣に競い合いました。
出来上がったものは誰が加工したかわからない状態でベテラン検査員と社長が点数をつけます。 結果、1~3位まで中堅社員が独占し、3名ともとても嬉しそうでした!
今回初めて実施しましたがとても評判も良かったので次回は半年後、新人社員も上位に食い込めるよう腕を磨いてほしいです。
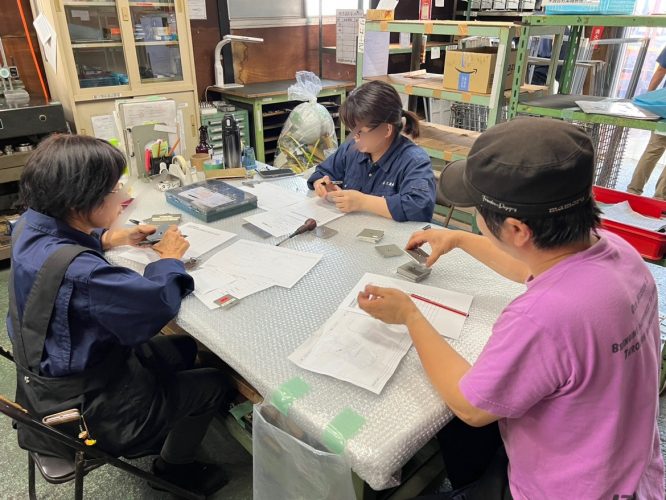
ベテラン検査員と社長が採点中
バーベキューは、休日にも関わらずほとんどの社員が参加して楽しい時間を過ごしました。
たまにしか会わない従業員の子供たちはどんどん大きくなってきて、「お父さんがお酒を飲むから運転手できました!」という親孝行な息子もいたり、ちびっこは流しそうめんでワイワイしたり。なんだか、いい会社だなぁと自画自賛したくなりました。

バーベキュー
新しい仲間が増えました!
2023年6月20日
先日、待ちに待った技能実習生第2期生が来ました!
笑顔が素敵な3人のおかげで、社内の雰囲気もより一層明るくなりました。
実習は始まったばかりですが、とにかく学ぶ意欲が凄い!
他の従業員たちも刺激を受けて、早くも相乗効果が出ています。
これからどんな成長を遂げてくれるか楽しみです。

水密・気密溶接
2023年4月26日
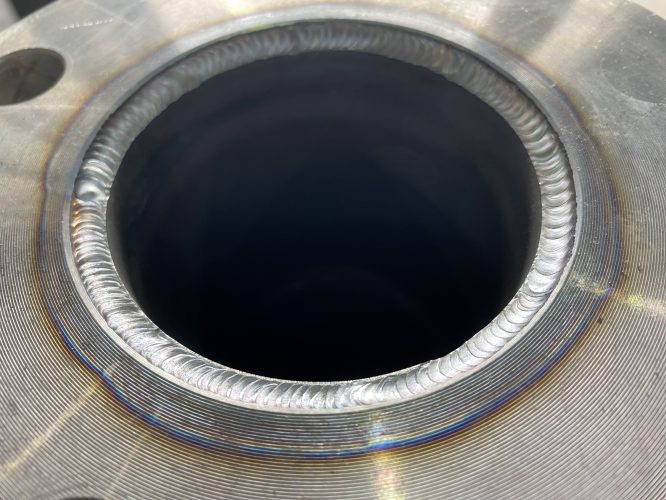
弊社では、様々な溶接物、製缶品を製作していますが、
その中でも水密・気密が必要とされる溶接物を多く製作しています。(もちろん、カラーチェック、水張り検査してます!!)
ベテランの職人が基本的に製作しますが、溶接チーム全員がこのようなものが作れるよう、
日々挑戦を続けています!

2023年ゴールデンウィーク休業のお知らせ
2023年4月24日
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、2023年のゴールデンウィークは
4月29日~5月7日の期間を休業日にしております。
ご迷惑をおかけいたしますが、何卒ご了承いただきますよう
お願い申し上げます。
医療機器製造業登録証
2023年4月20日
この度、泉工業株式会社は、医療機器製造業登録証を更新いたしました。
期間は、
令和5年3月27日から、
令和10年3月26日までです。
弊社では、鉄、ステンレス、アルミ、真鍮、チタン等幅広い材質に対応しております。
お困りごと等ございましたら、ぜひご連絡ください!!
平板&パイプ・形鋼両用のファイバーレーザー加工機を導入しました!
2023.4.18(木)
弊社では、今までCO2レーザー加工機とタレパンを併用してきましたが・・・
この度、ファイバーレーザー加工機ENSIS3015RIに置き換えました!
以前の設備ではワークが動き加工するため、裏面に加工キズがついてしまいましたが、
今回の設備ではレーザーヘッドが動くため、加工キズが大幅に減少。
キズが心配なステンレスやアルミ製品も綺麗に加工することができるようになりました。
また、従来はフライスや3Dレーザーでしか加工ができなかったパイプや形鋼も加工できるようになりました!!
以下に加工範囲を貼っておきますので、このような加工にお困りなら、
ぜひ、一度弊社にご相談ください!!

冬期休暇のお知らせ
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、冬季休暇を下記の通りとさせていただきます。
冬季休暇期間
2022年12月29日(木)〜2023年1月4日(水)
ご迷惑をおかけいたしますが、何卒ご了承いただきますようお願いいたします。
バイオジャパン2022出展のお知らせ
展示会「バイオジャパン2022」

(開催期間10月12日(水)~10月14日(金))
がいよいよ明日に迫り、
本日、搬入とセッティングが無事終わりました。
【B-10 横浜・川崎パビリオン】のR02ブースにて
明日から3日間、皆様の来場をお待ちしております。

夏季休暇のお知らせ
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、夏季休暇を下記の通りとさせて頂きます。
夏季休暇期間
2022年8月11日(木)〜2022年8月16日(火)
大変ご迷惑をおかけしますが、何卒よろしくお願い致します。