GW休業のお知らせ | 金属加工・プラズマ装置・油回収装置の【泉工業株式会社】

GW休業のお知らせ
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、下記の期間はゴールデンウィークの為、休業いたします。
休業期間
2022年4月29日(金)〜2022年5月5日(木)
ご迷惑をおかけいたしますが、何卒ご了承いただきますようお願いいたします。
テクニカルショウヨコハマ2022出展のお知らせ!
毎年、パシフィコ横浜で開催される見本市
「テクニカルショウヨコハマ」が今年も
2月2日(水)~2月4日(金)の3日間で開催されます。
弊社も綾瀬市商工会様のブース(番号D23)にて
金属加工技術で製作した見本品などを展示しております。
皆様のお越しをお待ちしております。

↑2月1日の搬入日に撮影したブースの写真です。
YouTube動画投稿のお知らせ
泉工業ではプラズマ装置の概要や処理出来る事をYouTubeにUPしています。
今月は小型卓上プラズマ装置「IPSOLON」(イプソロン)にて
処理したコピー用紙が水を弾かなくなる動画を公開しました。
是非ご視聴くださいm(_ _)m
冬期休暇のお知らせ
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、冬季休暇を下記の通りとさせていただきます。
冬季休暇期間
2021年12月30日(木)〜2022年1月4日(火)
ご迷惑をおかけいたしますが、何卒ご了承いただきますようお願いいたします。
バイオジャパン2021出展のお知らせ
9月に出展をお知らせをしました
展示会「バイオジャパン2021」
(開催期間10月13日(水)~10月15日(金))

の開催がいよいよ明日に迫り、
本日、卓上プラズマ装置IPSOLON(イプソロン)を
含む一式の搬入とセッティングが無事終わりました。
【D-14 横浜・川崎パビリオン】のL11ブースにて
明日から3日間、皆様の来場をお待ちしております。

新入社員のいどばた会議 第5回
いい風が吹いて、キンモクセイが香るようになってきました。
暑さも落ち着き、夜は快適に眠れそう…。
私たち新入社員も仕事にだいぶ慣れ、徐々に忙しくなってきました。
あわただしい毎日、帰宅してから就寝するまでどう過ごしていますか?
というわけで今回はこんなテーマです。
『帰ったらすることは?』
H:まず私の場合はガソリンを入れる以外で寄り道はほぼしないですね。
家に着いたらすぐうがい、もう基本ですね。その次に弁当箱と水筒を洗って、米を研いで炊飯器のセットをします。日によっては洗濯物を干したり取り込みもします。
ちなみに大抵は親が先に帰宅していることが多く独りでに家事をするタイプなので帰ってきたらもう夕飯の準備が進んでいますね。
ここまでやってひと段落したら夕飯まで自分の時間を過ごしています。
およそ7時過ぎには夕飯ができて一緒に食べて、食べ終わったらすぐに自分の茶碗や他の食器を洗います。
それからだいたい1時間ほど間を開けて入浴します。その後は歯を磨きます。
そして就寝時間が近づいてきたらベッドで横になります。そのときは背中の下にテニスボールを置いてこっている箇所に当てて体をほぐすということを毎晩やっています。
10時を過ぎたら就寝します。毎回寝付くまでに20分以上はかかりますが…
基本的に寝床は自分の部屋ですが、夏の蒸し暑く寝苦しい夜はクーラーがない自分の部屋では寝入ることもままならないので、リビングに布団を持っていき冷房に当たりながら寝ていました。
家事にちゃんと積極参加していてえらい!(と、身内褒めしてしまいます。)
テニスボールのほぐしも、いいですね。
K:私も、夏で暑さ厳しかった頃はまずシャワーまっしぐらでした。
コロナ対策にも良いと思い、せっせと帰宅後水浴びしていましたよ。
それから、お弁当を詰めます。当日朝だと時間がないので…。
あとは「今日のごほうびタイム」としておいしいものを食べる。夕食時間を長めにとっています。
最近はカスピ海ヨーグルトをよくデザートにしていて、減ったヨーグルトを培養するのも夜の習慣です。
(牛乳を足すだけですが!)
これで健やかに明日へ向けて寝られます。
仕事を終えて次の日への休息と準備、夜はゆっくりにも忙しくもなりますね。
日々整って、気持ちよく過ごしたいと思います!
バイオジャパン2021出展のお知らせ
パシフィコ横浜にて
2021年10月13日~15日に開催されます
バイオジャパン2021のブースにて
プラズマ装置IPSOLONと
その技術応用例を展示します.
皆様のお越しをお待ちしております.
【連載】泉工業㈱の部署紹介【溶接編】
8月、台風の影響で一気に暑くなったかと思うと、一転して長袖必須の寒さになるなど、気温の激しいアップダウンに振り回されつつも、Hがお送りするこのシリーズは残り2回となりました。前回7月は製造部の工機・板金を紹介しており、今回は溶接を紹介して行きます。
この部署は、工機、板金で製作された部品を組み合わせて製品の形にしたり、アングル材や丸、角パイプを加工後に溶接して装置フレームなどに組み上げる仕事(製缶(セイカン))をメインとしています。
特定のお客様では塗装した筐体にパイプやバルブなどが取り付いたモジュール状態で納品するケースがあり、そちらは専属班が対応しています。
溶接できる材料は鉄(SPCC,SPHC)やステンレス(SUS303、SUS304)をメインとしていましたが、最近はアルミ(A5052)も行っています。
機材は複数ありますがメインで使用している物は以下の品です。
・半自動溶接機


トーチから飛び出ている電極と溶接棒※2を兼ねたワイヤーを溶接箇所に当て、スイッチを押すと放電が発生、それに伴い発生する熱で母材(対象)を溶融させます。同時に機械より溶接ワイヤーが送り出されるので、溶接面へ自動で溶接棒を供給しながら作業が行える機械です。

↑半自動で溶接された例
・TIG溶接機


放電を起こし溶接を行うのは半自動と変りませんが、こちらは片手に持った電極のトーチで対象を溶かしつつ、もう一方の片手で溶接棒を供給する完全な手動機になります。半自動と比べるとスパッタ※3が飛ばず細かい溶接も行えるのですが、対象と電極の間は常に1㎜程度に保つ必要がありこの距離が近くても遠くても溶接不可になる難しさと、1m程度の溶接棒を片手で保持しつつ一定間隔で指のスライドによる送り出しで溶接箇所へ供給・溶融させる難易度の高い技が要求される機械です。(Hは練度不足でこれが出来ず、ある程度溶接棒が縮んだら、一旦溶接を止めて持ち直し・再開を繰り返していました。)

↑TIGで溶接された例
・スポット溶接機

板の重なった部分を電極で、挟み通電とそれに伴う熱で貼り合せる溶接機です。板状の部品同士でよく使用されています。

↑スポットで溶接された例
・アイアンワーカー

油圧プレスで鋼材を加工する機械。セットする金型によって、アングルの切断や穴あけパンチなど色々な加工を行えます。
これらの機械と熟練技で作られた品は管理部で検査を受けて出荷されるか、工機に戻されて精度の高い加工へと移ります。
この工機、板金、溶接を一つの社屋で行い、後処理(めっきや焼付け塗装)の手配まで行える事は自社の強みであり今後もこの体制を活かしたものづくりを展開してゆく予定です。
※1シールドガス
溶接時に吹き付けることで溶接面への酸素供給を遮断するガスのこと、
これが無い状態で作業を行うと溶接面が酸化して変質、溶接不能な状態になるので
作業では必須のガス。
泉工業では半自動は炭酸、TIGはアルゴンを使用しています。(必要ない溶接機も存在します。)
※2溶接棒
溶接部分で母材と一緒に溶かすことで接合部分の強度を高めたり、
外観を美しく仕上げるのに使用する金属の棒。
※3スパッタ
半自動で溶けたワイヤーが放電で飛び散り、
溶接部分の周囲に細かい粒となって貼り付いた物
きちんと除去しないと外観が悪くなる。
次回9月はいよいよ最終回となり
Hが所属する技術部を紹介します。
お楽しみに!
夏季休暇のお知らせ
平素は格別のお引き立てを賜り、厚く御礼を申し上げます。
誠に勝手ながら、夏季休暇を下記の通りとさせていただきます。
夏季休暇期間
2021年8月7日(土)〜2021年8月15日(日)
ご迷惑をおかけいたしますが、
何卒ご了承いただきますようお願いいたします。
【連載】泉工業㈱の部署紹介【工機・板金編】
7月、暑さはきついですが
負けじとHがお送りするこのシリーズ。
いよいよ泉工業の事業のコアへと突入します!
・・・の前にひょっとすると泉工業の概要を
知らない人がいるかもしれないので
改めて説明したいと思います。
泉工業の事業は大きく2つに別れています。
①受託製造
:お客様の図面を基に製作を行う事業
泉工業株式会社として立ち上がってから
2021年7月現在で37期すなわち37年間
行っている事業
②自社製造・販売
:社内で開発をした技術を取り入れた
プラズマ装置「IPSOLON」
油回収装置「オイルプール」
の製作・販売
リーマンショックのあおりで
①がワークシェアをするレベルに
なったのをきっかけに
新しい柱として、始まった事業
(Hが所属しているのはコッチ)
になります。
そしてこの①の事業を行う主要部署が
工機・板金・溶接になります。
今回紹介する部署は【工機・板金】です。
主な仕事は受託製造品の製作なのですが、
それだけでは一言で終わってしまい
つまらないかと思い
今回は各機材と主要な作業内容も含めて
紹介します。
【工機】
この仕事は一言で表すと
「塊を削って製品の形にする。」
になります。
コンピューター任せが多い
板金と比べて作業者の技量に依存する部分が
多く、経験と技が要求される作業が多いです。
・汎用旋盤

素材を回転させ、
刃を押し当てることで、削りだします。
素材の回転速度設定・刃の種類・適切な
刃を当てる順番・回転による暴れの防止
削りこむ深さの確認等々を
すべて手動で行うので、単発物が多く
熟練の経験と技が必要になります。
(Hも試作品でピンなどが必要な際に
訓練も兼ねて借りますが、結構難しく、
図面の通りにならない事が
多いです。)
・汎用フライス

旋盤とは逆に素材の塊へ
高速回転する刃を押し当てて
製品の形に削り出します。
削る方向により「縦型」「横型」
と分かれています。
(製品の面を削って綺麗な平坦にする
作業などで活躍しているのを
Hはよく見かけます。)
・NC旋盤

汎用旋盤と違い、各条件を
備え付けのコンピュータに入力することで
操作を行います。
材料のセットは熟練度に関係ないので、
オペレーター:条件設定後、汎用旋盤で作業、
作業者(別部署か作業経験の少ない人)
:素材セット・待機・交換の繰り返し
というような分業体制で、数量の多い品も
対応できます。
・NCフライス

汎用フライスと違い、各条件を
備え付けのコンピュータに入力することで
操作が行えます。
特に写真の5軸加工タイプは
1面を固定した状態で
残りの5面を加工できる機械です。
NC旋盤の様な分業体制は取れず、
オペレーターが条件セットと
材料の交換を行います。
(NCフライスは5軸でなくても
加工の幅が広がるのでHは是非とも
操作を覚えたい機械です。)
・ボール盤

ドリルが固定された作業台で
簡易の穴あけは
こちらで行います。
(Hがよく試作部品製作の際に
使用する加工機です。)
・タッパー

扱いはボール盤と似ていますが、
ネジ穴を形成するのに使用します。
(こちらもHがよく使用しています。)
・ラジアルボール盤

ボール盤やタッパーでは加工できない
サイズの製品を加工するのに
使用します。
上記の機械類を用いることで、
工機では製品を作ります。
【板金】
工機に対して板金の仕事はどんな事?
を一言で表すと
「板を曲げて製品の形にする。」
になります。
(ペーパークラフトをイメージすると
想像しやすいかな?と思います)
丁度このブログを作成していた際に
試作部品の製作に取り掛かっていたので、
その写真を入れつつ紹介して行きます。
①データ作成(プラグラム)

ここでミスをすると板金の作業は
失敗となる重要度の高い工程です。
図面の内容を基に専用ソフトで
展開図を描写(お絵かき)して、
加工に必要なデータを作ります。
一見すると簡単ですが、複数のパーツが
組み合わさっている図面の場合
そこから各パーツの姿とハメ合わせを
想像して個々の加工データにする
高いイメージ能力が必須です。
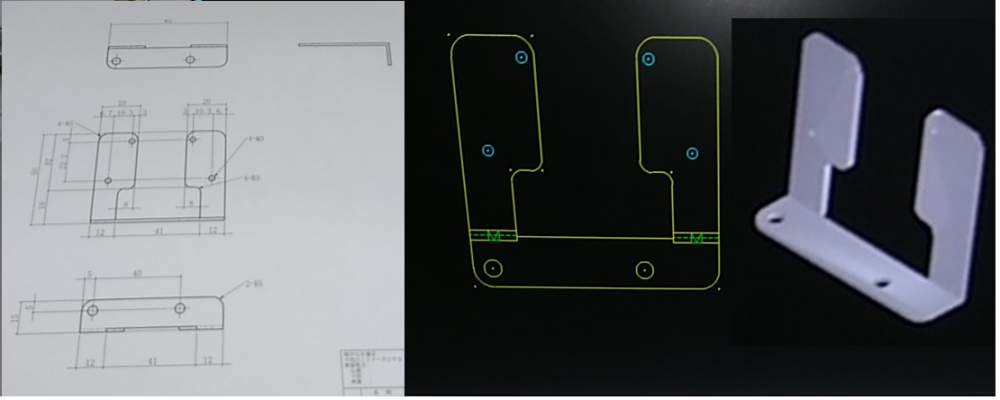
↑ 図面・展開図・3D
②抜き(レーザー、タレパン加工)

プログラムで作成したデータを基に
鉄板からレーザーでの切り出しや、
ターレットパンチ(タレパン)での
打ち抜きを行い、製品の形を作ります。
(Hはガスなどの加工コストは高いですが、
複雑な準備の少ない抜き初心者向けの
レーザーをよく借りて使用しています。)

↑レーザー加工機の画面・加工風景・切り出された部品
③前処理(バリ取り、タップ加工)
抜きで加工された製品は断面が汚く
そのまま触れるとケガをしてしまうので、
ディスクグラインダーなどで
バリ取りを行います。
(写真忘れました・・・(。。;))
④曲げ(ベンダー)

油圧プレスと金型で製品を曲げて立体にします。
コンピュータをほぼ使用しない機種
(汎用ベンダー)は作業者が
曲げた際の鉄板の伸び幅などを電卓で
計算してプレス位置を決めますが、
NCベンダーというタイプは
曲げる順番を指定すれば
コンピュータが判断・指示をします。
作業者はその情報と実際の状態から
微調整をして作業を行います。

↑曲げる順番の設定・コンピュータからのセット指示・曲げている部品
これらの作業で作った部品は単品なら管理部で
検査を受け、組立なら溶接にと運ばれます。
↑出来上がった部品
泉工業ではこれらの機材を
駆使して部品を作り、
組み上げる場合は溶接へ持ち込みます。
(逆に溶接で形にした物を旋盤、フライスで
加工するケースもあります。)
ここでの品質の良し悪しが泉工業の
評価へと繋がる重要な部門の
一つです。
次回はここで作られた製品を組む
溶接を紹介してゆきます。
お楽しみに!